
Produksjonsprosessen for karbonmaterialer er et strengt kontrollert systemteknikk, der produksjonen av grafittelektroder, spesielle karbonmaterialer, aluminiumkarbon og nye high-end karbonmaterialer er uatskillelige fra bruken av råvarer, utstyr, teknologi, styring av fire produksjonsfaktorer og relatert proprietær teknologi.
Råvarer er nøkkelfaktorene som bestemmer de grunnleggende egenskapene til karbonmaterialer, og ytelsen til råmaterialene bestemmer ytelsen til produserte karbonmaterialer. For produksjon av UHP- og HP-grafittelektroder er høykvalitets nålekoks førstevalg, men også høykvalitets bindemiddelasfalt og impregneringsasfalt. Men bare høykvalitets råvarer, mangel på utstyr, teknologi, styringsfaktorer og relatert proprietær teknologi, gjør det heller ikke mulig å produsere UHP- og HP-grafittelektroder av høy kvalitet.
Denne artikkelen fokuserer på egenskapene til nålekoks av høy kvalitet for å legge frem noen personlige synspunkter, som nålekoksprodusenter, elektrodeprodusenter og vitenskapelige forskningsinstitutter kan diskutere.
Selv om den industrielle produksjonen av nålekoks i Kina er senere enn utenlandske bedrifters, har den utviklet seg raskt de siste årene og har begynt å ta form. Når det gjelder totalt produksjonsvolum, kan den i utgangspunktet dekke etterspørselen etter nålekoks for UHP- og HP-grafittelektroder produsert av innenlandske karbonbedrifter. Det er imidlertid fortsatt et visst kvalitetsgap på nålekoks sammenlignet med utenlandske bedrifter. Svingninger i batchytelse påvirker etterspørselen etter nålekoks av høy kvalitet i produksjonen av store UHP- og HP-grafittelektroder, spesielt når det ikke finnes nålekoks av høy kvalitet som kan dekke produksjonen av grafittelektrodeskjøter.
Utenlandske karbonforetak som produserer UHP av høy kvalitet, er HP-grafittelektrode ofte førstevalget for høykvalitets petroleumsnålkoks som hovedråmateriale for koks. Japanske karbonforetak bruker også noe kullserie-nålkoks som råmateriale, men bare for følgende spesifikasjoner for grafittelektrodeproduksjon med en φ 600 mm-spesifikasjon. For tiden er nålekoks i Kina hovedsakelig kullserie-nålkoks. Produksjonen av høykvalitets storskala UHP-grafittelektroder av karbonforetak er ofte avhengig av importert petroleumsserie-nålkoks, spesielt produksjonen av høykvalitets skjøter med importert japansk Suishima-oljeserie-nålkoks og britisk HSP-oljeserie-nålkoks som råmateriale for koks.
For tiden sammenlignes nålekoks produsert av ulike bedrifter vanligvis med kommersielle ytelsesindekser for utenlandsk nålekoks ved hjelp av konvensjonelle ytelsesindekser, som askeinnhold, sann tetthet, svovelinnhold, nitrogeninnhold, partikkelstørrelsesfordeling, termisk ekspansjonskoeffisient og så videre. Det er imidlertid fortsatt mangel på forskjellige grader av nålekoksklassifisering sammenlignet med utlandet. Derfor kan produksjonen av nålekoks, også i dagligtale for "enhetlige varer", ikke gjenspeile graden av høykvalitets premium nålekoks.
I tillegg til konvensjonell ytelsessammenligning bør karbonbedrifter også være oppmerksomme på karakteriseringen av nålekoks, slik som klassifisering av termisk ekspansjonskoeffisient (CTE), partikkelstyrke, anisotropigrad, ekspansjonsdata i ikke-hemmet tilstand og hemmet tilstand, og temperaturområdet mellom ekspansjon og sammentrekning. Fordi disse termiske egenskapene til nålekoks er svært viktige for kontrollen av grafittiseringsprosessen i produksjonsprosessen av grafittelektroder, utelukkes selvfølgelig ikke påvirkningen av de termiske egenskapene til asfaltkoks dannet etter risting av bindemiddel og impregneringsmiddel asfalt.
1. Sammenligning av anisotropi av nålekoks
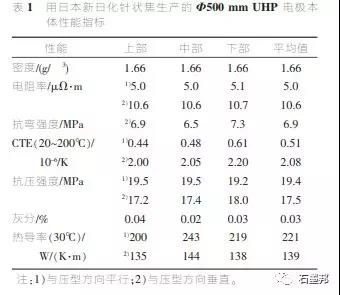
(A) Prøve: φ 500 mm UHP-elektrode fra en innenlandsk karbonfabrikk;
Råmateriale nålekoks: Japansk ny kjemisk LPC-U-kvalitet, forhold: 100 % LPC-U-kvalitet; Analyse: SGL Griesheim-anlegget; Ytelsesindikatorer er vist i tabell 1.
(B) Prøve: φ 450 mmHP elektrode fra en innenlandsk karbonfabrikk; Råmateriale for nålekoks: nålekoks fra innenlandsk fabrikkolje, forhold: 100 %; Analyse: Shandong Bazan karbonfabrikk; Ytelsesindikatorer er vist i tabell 2.
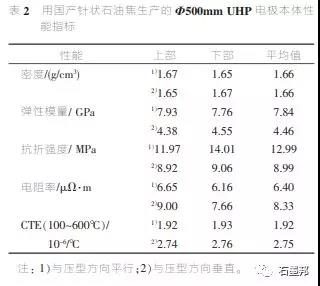
Som det fremgår av sammenligningen av tabell 1 og tabell 2, har lPC-U-kvaliteten til nålekoks i nye daglige kjemiske kullmål en stor anisotropi av termiske egenskaper, der anisotropien til CTE kan nå 3,61~4,55, og anisotropien til resistiviteten er også stor og når 2,06~2,25. I tillegg er bøyefastheten til innenlandsk petroleumsnålkoks bedre enn for ny daglig kjemisk LPC-U-kvalitets kullmålnålkoks. Anisotropiverdien er mye lavere enn for ny daglig kjemisk LPC-U kullmålnålkoks.
Analyse av anisotropisk grad av ytelse for produksjon av ultrahøy effekt grafittelektrode er en viktig analysemetode for å estimere kvaliteten på råmaterialet til nålekoks. Størrelsen på anisotropigraden har selvfølgelig også en viss innflytelse på elektrodeproduksjonsprosessen. Anisotropigraden til elektrisitet er ekstremt god i termisk sjokk enn den gjennomsnittlige effekten til en liten elektrode.
For tiden er produksjonen av kullnålkoks i Kina mye større enn produksjonen av petroleumsnålkoks. På grunn av de høye råvarekostnadene og prisene til karbonbedrifter er det vanskelig å bruke 100 % innenlandsk nålkoks i produksjonen av UHP-elektroder, samtidig som man tilsetter en viss andel kalsert petroleumkoks og grafittpulver for å produsere elektroden. Derfor er det vanskelig å evaluere anisotropien til innenlandsk nålkoks.
2. Lineære og volumetriske egenskaper til nålekoks
Den lineære og volumetriske endringen i nålekoks gjenspeiles hovedsakelig i grafittprosessen som produseres av elektroden. Med temperaturendringen vil nålekoksen gjennomgå lineær og volumetrisk utvidelse og sammentrekning under oppvarmingen av grafittprosessen, noe som direkte påvirker den lineære og volumetriske endringen i den elektroderistede barren i grafittprosessen. Dette gjelder ikke for bruk av forskjellige egenskaper ved råkoks, men også endringer i forskjellige grader av nålekoks. Dessuten er temperaturområdet for lineære og volumendringer for forskjellige grader av nålekoks og kalsinert petroleumskoks også forskjellig. Bare ved å mestre denne egenskapen til råkoks kan vi bedre kontrollere og optimalisere produksjonen av grafittens kjemiske sekvens. Dette er spesielt tydelig i seriegrafittiseringsprosessen.
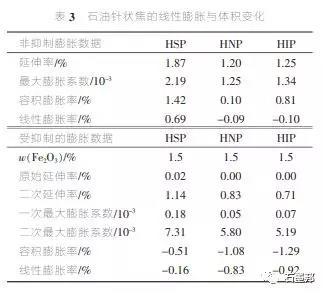
Tabell 3 viser de lineære og volumendringene og temperaturområdene for tre kvaliteter av petroleumsnålkoks produsert av Conocophillips i Storbritannia. Lineær ekspansjon skjer først når oljenålkoks begynner å varmes opp, men temperaturen ved begynnelsen av den lineære sammentrekningen henger vanligvis etter den maksimale kalsineringstemperaturen. Fra 1525 ℃ til 1725 ℃ begynner lineær ekspansjon, og temperaturområdet for hele den lineære sammentrekningen er smalt, bare 200 ℃. Temperaturområdet for hele linjesammentrekningen for vanlig forsinket petroleumskoks er mye større enn for nålekoks, og kullnålkoks er mellom de to, litt større enn oljenålkoks. Testresultatene fra Osaka Industrial Technology Test Institute i Japan viser at jo dårligere koksens termiske ytelse er, desto større er linjekrympingstemperaturområdet, opptil 500 ~ 600 ℃ linjekrympingstemperaturområdet, og starten av linjekrympingstemperaturen er lav, ved 1150 ~ 1200 ℃ begynte det å oppstå linjekrymping, noe som også er kjennetegnet ved vanlig forsinket petroleumskoks.
Jo bedre de termiske egenskapene og jo større anisotropien til nålekoks er, desto smalere er temperaturområdet for den lineære kontraksjonen. Noe høykvalitets oljenålkoks har bare et lineært kontraksjonstemperaturområde på 100 ~ 150 ℃. Det er svært fordelaktig for karbonbedrifter å styre grafittiseringsprosessens produksjon etter å ha forstått egenskapene til lineær ekspansjon, kontraksjon og reekspansjon av ulike råmaterialer, noe som kan unngå unødvendige kvalitetsavfallsprodukter forårsaket av bruk av den tradisjonelle erfaringsmodusen.
3 konklusjon
Mestre de ulike egenskapene til råmaterialene, velg rimelig utstyrstilpasning, god kombinasjon av teknologi, og gjør bedriftsledelsen mer vitenskapelig og fornuftig. Denne serien med hele prosesssystemet er tett kontrollert og stabil, og kan sies å ha grunnlaget for å produsere høykvalitets ultrahøy effekt, høy effekt grafittelektrode.
Publiseringstid: 30. desember 2021